


Measurement principle of KPI for compressed air system
 Release date:2023-04-03 Traffic volume:1563
Release date:2023-04-03 Traffic volume:1563
As we all know, about 15% of the electric energy absorbed by air compressors is converted into compressed air, and the remaining 85% is lost in the form of heat. Despite its inefficiency, the use of compressed air is still very popular in many industries. The challenge for compressed air system users is to achieve optimal efficiency and minimize associated costs (energy, maintenance). Therefore, monitoring the right KPIs is a must for any energy manager or plant owner today. In this article, we will clarify how to monitor the key KPIs, and we will further examine several key KPIs: efficiency, pressure loss, and leakage.

Compressed air system KPIs help you track and improve system performancee several key KPIs: efficiency, pressure loss, and leakage.
Compressed air system KPIs help you track and improve system performance
Key Performance Indicators (KPIs) are variables or measures by which the performance of an organization, machine, and/or process can be measured and analyzed. For example, a KPI can be a specific amount of production per unit of time, or it can be the amount of profit a company makes from a specific product.
The KPI dashboard is like a simplified cockpit for airplane pilots. It provides the right information in a timely manner that you can rely on to make decisions. For example, if overall system efficiency is turned off, you can take a closer look at the primary controller Settings. If consumption is significantly higher than normal, or if you see a stressful event, this is the moment to look at your production line or talk to the plant operator. If the dew point is off, repair/service the dryer or check for proper size. There are many solutions to each problem, and KPIs will soon tell you if you are implementing the right solution. More importantly, KPIs can be used to calculate the ROI of future investments. In this way, they will help predict your future compressed air related energy costs.
For compressed air systems, some important KPIs are:
· efficiency
· Dew point
· Leakage level
· Pressure loss level
· Production cost per product/component
Specific power (efficiency), leakage rate, and pressure loss are a good starting point for any compressed air system, so this article will further discuss these three KPIs: what factors affect them, how to measure them, and how to interpret them.
KPI: Air compressor power/efficiency
Air compressor specific power refers to the ratio of the output of the air compressor (the amount of compressed air produced) to the power consumption of the air compressor. Therefore, KPI is calculated by dividing input power by output flow, expressed in kW/m3/min.
Specific power is important in the following cases:
·
Asset Management: This can be seen as an early warning sign when the efficiency starts to deviate from the original situation (for example, the filter on the centrifuge or the internal heat exchanger needs to be replaced).
· Compressed air volume: In these contracts, efficiency is an important part of the deal. The compressor needs to provide a predetermined X amount of air and Y amount of power consumption.
· Compliance: Long-term monitoring is becoming increasingly important worldwide in order to achieve environmental and CO2 reduction targets. In this case, governments also play a key role in legislation such as carbon neutrality in China, Regulation 24 in California and the Energy Efficiency Directive in Europe.
· Acceptance test: When testing compressors in the laboratory (ISO1217).
· Control system optimization: The efficiency of a given set of compressors controlled by the main controller should reach the industry benchmark average.
Air compressor station efficiency and single machine
When meter budgets are limited, you can use a flowmeter to monitor all air compressors. This includes measuring the power consumption of each compressor and measuring the flow on the main channel, i.e. after the dryer and buffer tank. The advantage of placing the flowmeter in the main pipe is that the actual compressed air consumption of the plant is also monitored. This information can be used to determine leaks and create a "fingerprint" of air demand using the histogram function.
In this case, it is important to calculate the average consumption over a long enough period of time and divide it by the average power consumption, as load/unload will cause fluctuations in the KPIs. Modern energy management platforms can further refine this by dividing "load" power consumption into "offload" power consumption and dividing it by flow in an appropriate manner. We recommend using efficiency as a function of air demand to see if your system is operating optimally.
To gain more insight needed to optimize compressor control, the flow rate of each compressor should be measured. Due to the bad condition of the compressor discharge pipe, special attention should be paid to the selection and installation of the flowmeter.
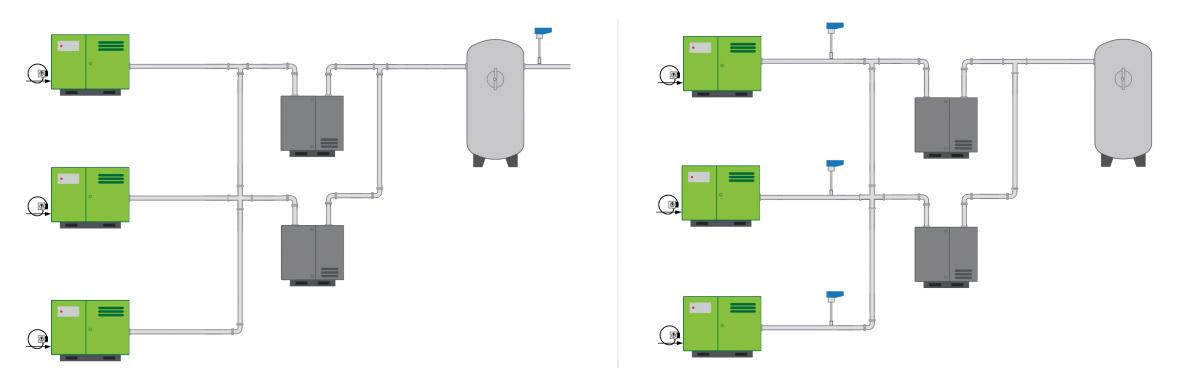
Depending on the target, the efficiency of the entire air compressor, including the air handling equipment, or the efficiency of each compressor, can be monitored.
Uncertainty in total measurements, propagation of errors, boring topics?
Total measurement uncertainty, propagation error. For many of us, these problems are left to mathematicians. However, they are extremely important when looking at measurements. Especially when it comes to large investment decisions on air compressors, this subject should not be underestimated and great care must be taken when comparing efficiency figures.
Therefore, when monitoring efficiency, it is important to determine which level of accuracy is acceptable. The level of accuracy required depends on the application and size. The diagram below shows a (simplified) diagram of the relationship between all the parameters involved, in order to understand the complexity of measuring the efficiency of a volume (i.e. piston, spiral, scroll) compressor. In the ISO1217 directive, you can read more about this topic and find other instructions that tell you how to interpret results, confidence intervals, what type of flowmeter must be used, and so on.
The total measurement uncertainty of any measurement is defined as the statistical change being measured. For further reading on this issue, we refer to GUM (Evaluation of Measurement Data - A Guide to the Expression of Measurement Uncertainty, 2008).
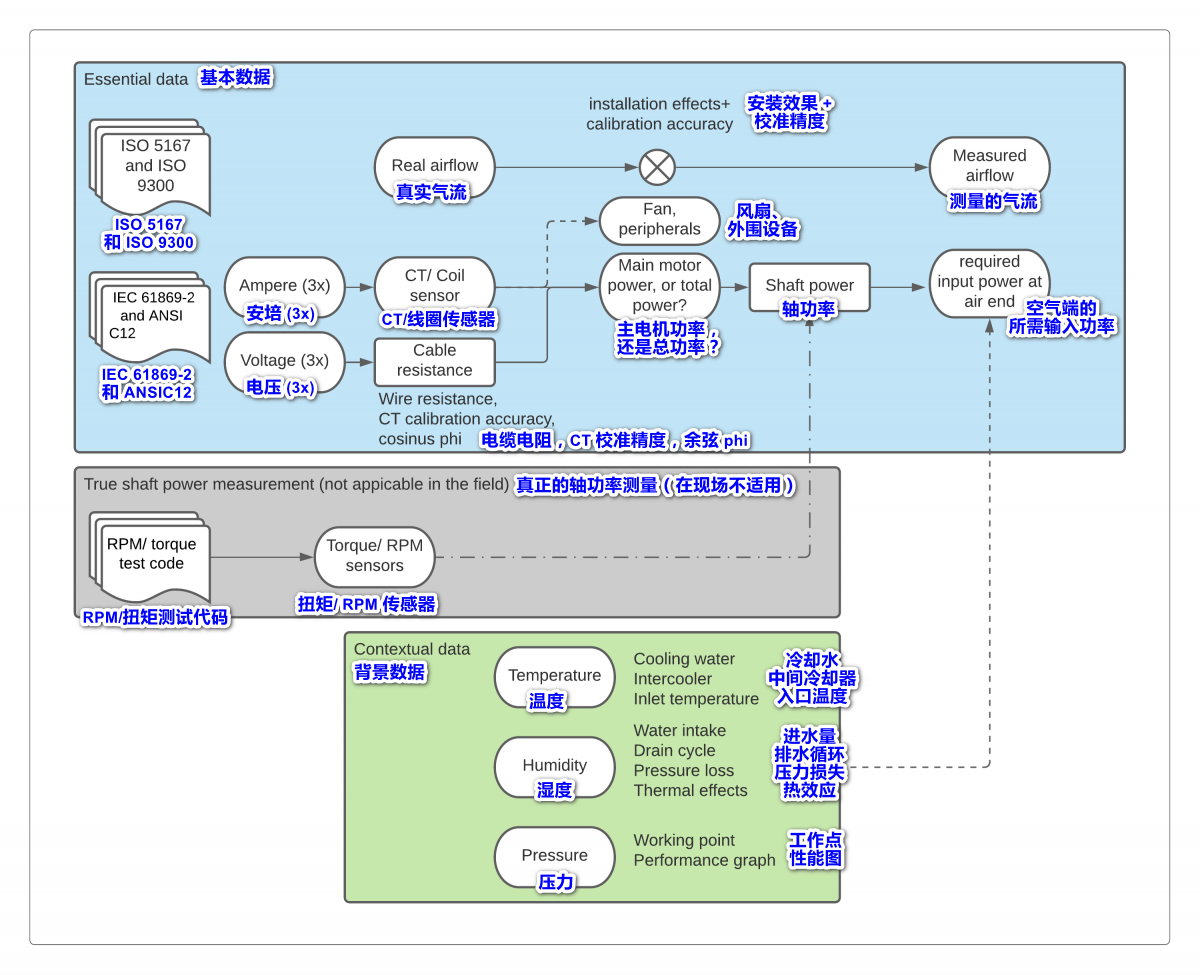
Figure 1. A relevant flow diagram showing how to measure the efficiency of a positive displacement compressor. The figure shows all the parameters involved and how they affect measurement efficiency.
Systemic errors and how they spread
Each measured signal has its own uncertainty. So what is the effect of systematic error on measurement efficiency? Let's look at a simple example. We want to check the efficiency of a 44 kilowatt machine running at full load. We use power meters (±1% reading) and flowmeters (±5% reading). What is the maximum error in efficiency?
Maximum value reading | Conventional value reading | Minimum value reading | unit | |
flow | 7.4 | 7.1 | 6.7 | Nm3/min |
power | 43.6 | 44 | 44.4 | kW |
efficiency | 5.9 | 6.2 | 6.6 | kW/Nm3/min |
error | -6% | 6% |
As shown in the table, the observed efficiency can be 5.9, 6.2, or 6.6 kW/ Nm3/min, taking systematic errors into account for extreme cases. This is +/ -6% now assume that the compressor manufacturer tests the 250 CFM compressor and the allowable deviation of efficiency is also 6%(see CAGI table). Worst case, you can buy a compressor that has a -6% deviation of output flow. When measuring with an insert probe (+/-5%), you should be careful not to conclude that the compressor is wrong, or that the flowmeter is right, or vice versa.
What is the effect of incorrect efficiency figures on perceived annual costs? In this example, the cost is $0.06 / KWH and 8760 operating hours, and the compressor has a "power loss tolerance" of +/- $1400 per year. This can have an impact on your decision: Any (significant) decision based on savings of less than +/- $1400 could be based on a system error, so it could be a "wrong" decision. If this is an airplane altimeter and you're the pilot flying that airplane... What do you do when the altimeter is accurate to +/- 140 feet? You may want to keep it at a minimum of 280 feet (2x error). This also applies to making decisions for this compressor; If projected costs due to inefficiencies exceed $2,800 / year, it's time to take action.
How are measurement errors taken into account
The most important thing is to be honest and transparent, there are always errors to consider. Should you always invest in the most accurate measurement equipment? Yes, if you need to verify the output according to ISO1217. In this case, it is even advisable to hire outside experts, as there are more parameters to consider than flow and power. The measurement error of the system is acceptable as it approaches efficiency. You can see how the efficiency changes over time and monitor whether the service is working as expected. In these cases, relative numbers rather than absolute numbers are being compared.
It is always important that the sensors are properly maintained and remain stable for the long term. The sensor should remain stable for more than 10 times the time (rule of thumb) so that the efficiency difference due to system degradation can be seen. Therefore, when it takes a year for your assets to degrade by 5%, the sensor drift should be less than 0.5% per year. Extra care should be taken when the flow sensor is exposed to wet and dirty air that may contaminate or clog the sensor. This can shorten the maintenance cycle of the sensor.
Installation effect is also an important factor to consider. Some techniques, such as insertion probes and vortexes, require specific pipe runs to be accurate. Other techniques may be prone to fluid vibrations and pulsations. These factors together can have a huge impact on the measurement uncertainty, which exceeds the prescribed accuracy of 5%, so in practical applications, it is often challenging to meet the requirements of ISO1217. We have also seen orifice flowmeters programmed incorrectly, resulting in a 30% error in efficiency values. This was a simple human error that had a huge impact on the relationship between the manufacturer and the end customer.
KPI: Pressure loss
Another key KPI is pressure loss, as low system pressure can cause machines and components driven by compressed air to stop working. Therefore, in order to monitor pressure levels, it is important to take measurements at different locations in the plant. This is especially true if the compressed air piping network has grown over the years and/or if the piping has been used too little. Therefore, it is recommended to install pressure/flowmeters at the beginning, middle, and end of compressed air piping systems.
Production downtime is always expensive, which is why system pressure is usually set at (too) high a value, just to be safe. Keep in mind, however, that with a positive displacement air compressor, energy costs will increase by 7% per bar (14.5 psi) of pressure increase. We still see today that when there is a pressure problem at the machine level, air compressors are often added to increase the capacity and pressure of compressed air, which further increases the cost. However, pressure problems can usually be solved by optimizing pipe diameters, installing gas storage tanks, and limiting flow to specific areas where it is not needed. The most serious pressure loss is the filter. Due to the increasing resistance of the filter, if the filter is not replaced in time, the pressure drop will increase.
In order to be able to make a reliable analysis, it is appropriate to combine flow measurement with pressure measurement. This makes it easy to determine precisely where pressure losses occur and how large those losses are. Pressure loss can be caused by the pipe being too small (producing high flow rates) or excessive flow consumption. Consider "multivariable" flowmeters because they provide pressure signals by design.
KPI: Leakage
Leak detectors are great tools for spotting compressed air leaks, but they still require a person to walk around the plant. One of the easiest ways to determine the leakage percentage is to look at the amount of compressed air used and/or the flow rate when the plant is not running and divide this by the average production flow rate. For example, during lunch breaks, after work hours and on weekends. Modern energy management software has built-in detection algorithms that calculate automatically, so you can take a lunch break without looking.
Leakage =[total shutdown flow]/[Total production flow]*100%
It also makes sense, for example, to compare airflow before and after performing maintenance work so that you can immediately see the financial results of a repair action. Multiply the amount of leakage by the total run time and cost to predict the total cost of leakage per year.
Since the leakage percentage is a relative number, the absolute accuracy of the flowmeter is less important. As long as you have a stable and reliable sensor with a linear signal output, you can always calculate percentages. If the sensor is stable, the absolute value doesn't matter. If the main controller is able to keep the compressor operating at the same efficiency level, a 4% reduction in flow on the main channel means a 4% reduction in energy. In addition, the dynamic range of the flowmeter is important, which is why vortex flowmeters and differential pressure flowmeters should not be used in this application. Thermal mass has a superior measurement range, enabling it to correctly detect leaks.
conclusion
When monitoring KPIs, the required sensors and sensor accuracy depend on the application. It is important to understand the impact of sensor accuracy on the calculation of KPIs and to interpret them correctly. When selecting sensors, you need to know their impact on the total error budget in order to make the right choice. For some KPIs, such as leakage rate, absolute accuracy of the flow sensor is less important. In addition, thermal mass flowmeters are better suited for leak monitoring than differential pressure or vortex flowmeters. Advanced monitoring systems can help automate calculations and alerts when KPIs start to deviate from target levels.
About VP Instrument
VP instruments help industrial customers understand energy flow. We believe industrial energy monitoring should be concise and effortless to achieve insight, savings and optimization. VP Instruments' products are recommended by leading energy experts worldwide and provide the most complete measurement solutions for compressed air flow, gas flow and power consumption. Our monitoring software VPVision iot monitoring system can be used for all industrial applications and enables you to monitor data and provide energy saving guidance in real time with our products around the world.
- Previous article:Seven overlooked features to be aware of when choosing traffic timing
- Next article:On the field accuracy of flowmeter
For domestic enterprises of green energy conservation
Industry makes its own contribution
By searching on the website, you will receive the latest information on industry trends and developments, our products and solutions,
And information about our trade fair.